 Angle
Angle Cast Plate
Cast Plate Diamond Plate
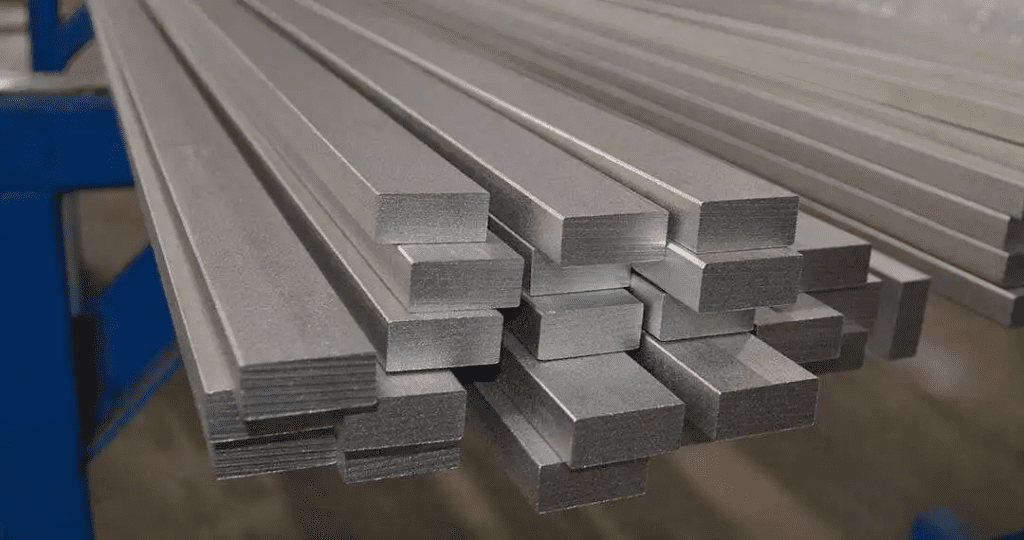
Diamond Plate Flat Bar
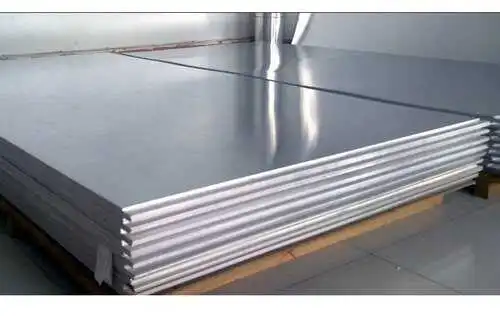
Flat Bar Plate
Plate Round Bar
Round Bar Square Bar
Square Bar Square Tubing
Square Tubing Round Tubing
Round Tubing Angle
Angle Channel
Channel Diamond Plate
Diamond Plate I Beam
I Beam Round Bar
Round Bar Sheet
Sheet Square tubing
Square tubing Round Tubing
Round Tubing Rectangular Tubing
Rectangular Tubing Plate
Plate Rectangular Bar
Rectangular Bar Rectangular Tubing
Rectangular Tubing Round Bar
Round Bar Sheet
Sheet Square Bar
Square Bar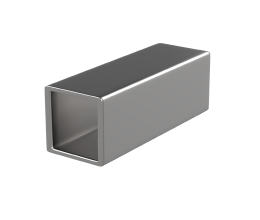 Square Tubing
Square Tubing
Tungsten—also known as Wolfram—is one of the most functional industrial metals. With an atomic weight of 183.84, it’s alongside gold (196.97) and lead (207.2) as one of the heaviest and densest non-radioactive metals. However, unlike lead and gold, tungsten is an incredibly hard metal. Tungsten rates a Mohs hardness of 7.5 compared to ordinary steel (4-4.5). It is also capable of resisting enormous amounts of heat. Tungsten has a much higher melting point than other high-heat metals like molybdenum. This density, hardness, and tungsten’s heat resistance make the metal so useful.
However, these properties also make tungsten machining incredibly difficult. It’s hard to cut and shape metal when its orders of magnitude are harder than the tools available to work it, resulting in machining challenges. Tungsten is typically sintered—powder formed and heated until the powder fuses—cut with lasers or otherwise worked using nontraditional methods. Nevertheless, machining tungsten is possible and is used to make highly specialized devices.
There are several different types of tungsten alloys to choose from when machining. Below is a comparison of two of the most common forms of tungsten and a brief guide describing how to machine them effectively.
Tungsten vs. Tungsten Carbide
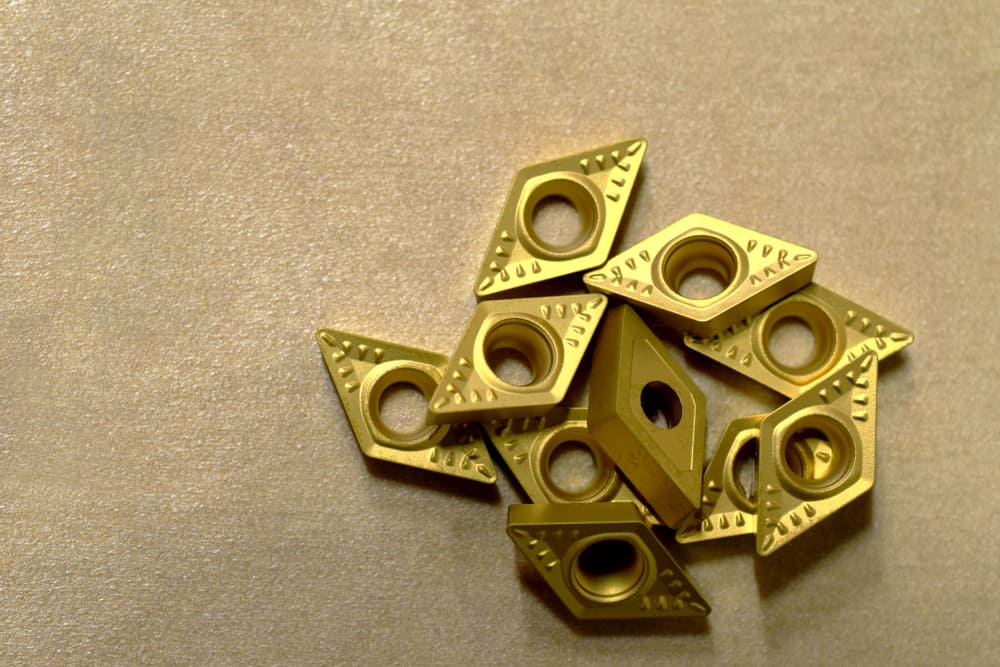
While there are several different types of tungsten, the most familiar forms to metal workers are likely to be alloys of tungsten used in tungsten welding electrodes and tungsten carbide tooling. The latter is most commonly used and is likely to be familiar to anyone who has shopped for drill bits at a hardware store. While tungsten is involved in making this tooling, tungsten carbide should not be conflated with metallic tungsten or metallic tungsten alloys. They are very different.
Tungsten carbide is a mixture of tungsten alloy and carbon, blended with other carbides like titanium carbide and suspended in a metallic matrix formed into the desired shape. It is then baked several times at specific times to sinter it into a mill end or machining insert. The resulting tungsten carbide has a Moh’s hardness rating of 9 and is significantly harder than plain metallic tungsten. This tungsten carbide allows purer metallic tungsten and tungsten alloys to be effectively machined.
Overcoming the Challenges of Tungsten Machining
Tungsten’s hardness comes with the disadvantage of being very brittle at room temperature. This can cause unwanted chipping. A range of methods has been proposed to mitigate tungsten’s brittleness. One method is to heat the material in high temperatures, specifically to its ductile-to-brittle transition temperature point of approximately 500° to 700° K (~400 to 800° F). Conversely, experimental evidence shows that cooling tungsten to cryogenic temperatures enhances its machinability. Reaching either of these temperature extremes is likely outside the reach of most machine shops that don’t specialize in machining heavy metals or have specialized equipment. The guide to tungsten machining below assumes a room-temperature environment working with commonly available tooling.
The brittle nature of machining tungsten alloy is a trait shared with gray cast iron, another frequently machined metal. Gray cast iron machining provides a loose guide, and tungsten machining will use turning speeds and feed rates similar to gray cast iron. It assumes the use of commonly available C-2 tungsten carbide-tipped tools or full solid carbide mill ends and inserts, and aluminum oxide-type wheels. Diamond cutting tools can also be used. However, diamond cutting tools are more expensive and less widely available.
Turning, Boring, Roughing, and Finishing Tungsten
Processes that use a lathe for machining tungsten alloys should use the following setup guidelines for an acceptable result. A positive rake, where the face of the machine tool slopes away from the cutting edge of the inner side, is recommended for turning or boring operations. This will reduce the cutting forces, vibration, and chipping, resulting in a smoother surface. Recommended settings can be seen in the table below.
| Operation | Feed/ Inches Per Revolution (IPR) | Depth of Cut | Turning Speed |
| Roughing | 0.050”/0.200” | 0.008”/0.010” | 250/350 |
| Finishing | 0.010”/0.030” | 0.003”/0.005” | 250/350 |
A coolant can be used for the above operations. However, air is assumed to be the primary method for cooling tools.
Milling

Operations against a flat surface of tungsten alloy that aims to smooth or shave away the surface should use the following settings:
- Feed: A feed of 0.003” per tooth should be used as a starting point.
- Speed: With tungsten carbide tools, a speed range between 75 and 750 surface feet per minute should be used. This speed should be adjusted to the depth of the cut, with a deeper cutting angle translating to a slower speed.
- End Milling: Down milling or climb milling, where the cutting motion is in the same direction as the feed, should be used, as this will reduce the load on the cutting edge and chipping.
Drilling and Tapping Tungsten
Tungsten carbide tools should be used to drill tap holes into tungsten alloys to thread them for bolts. The drilling operation can be air-cooled, or a moly disulfide cutting coolant can be used. The holes should be drilled to 50-55% of the tap hole requirements. Due to the hardness of tungsten, solid carbide drills are recommended for any job that requires more than one or two holes. Thread-forming taps should only be used on small holes if needed.
Solid carbide taps can handle the toughness of tungsten, ensuring a longer tool life. The general rule of thumb in tungsten machining—and with hard, brittle metal—is to err on the side of caution to extend tool life. Taking things slowly and methodically is better than permanently damaging a workpiece made of a rare and exotic metal alloy that is potentially very expensive. It is worth considering the uses that justify the expense of tungsten and the labor needed to work solid carbide drills.
Additionally, using a dull tool can prevent achieving the desired precision. It might damage the tungsten, so keeping tools sharp and replacing them when necessary to avoid the issues associated with a dull tool is essential.
|
Buy Certified High-Quality Metals for Industrial Solutions |
||
|
New Aluminum |
New Steel |
New Stainless Steel |
 |
 |
 |
| Reliable supply: Consistent, certified aluminum stock you can trust. High-quality material: Superior-grade aluminum for precision needs. Custom cuts: Accurate cuts down to thousandths of an inch. |
Durability and strength: Reliable for projects needing long-lasting, tough materials. Cost-effective: Quality steel that offers strength without breaking the bank. Custom cutting: Precise cuts tailored to exact needs with top-tier cutting tools. |
Sustainability: Highly eco-friendly as the most recyclable metal on earth. High durability: Resistant to corrosion and wear, ensuring long-lasting performance. Custom precision cuts: Tailored to your specifications with quick, accurate results. |
What Is Machined Tungsten Used For?
Surprisingly, while tungsten is the hardest metal known, this isn’t why it’s often used in industry. Instead, tungsten parts are utilized mostly for its heat resistance and density. It can be found lining industrial blast furnaces and providing high-density, low-volume ballast and counterweights for aircraft. One of the few instances where tungsten’s hardness and density play a role in its use is in penetrating ordinance. The heavy darts at the core of anti-tank ammunition are often made of tungsten. However, none of these applications are where highly-machined tungsten is most commonly used.
That distinction belongs to the directed radiation industry. Tungsten’s high density makes it an effective shield against high-energy particles, so it’s sought after for radiation shielding and focusing. Tungsten collimators with focusing small holes drilled through them are often used in medical imaging to guide and focus beams of high-energy radiation, such as X-rays. Tungsten has similar uses in other medical imaging, scientific instruments, and physics. Given its rarity, however, finding tungsten to machine for these purposes can be as challenging as tungsten machining itself.
Find Tungsten for a Fair Price at a Local Metal Supplier

In any industrial process that uses metal, leftover remnant metal in usable lengths is often left over. Tungsten is no exception, with many industrial jobs completed using recycled tungsten plates and round stock. The best waste metal recycling process is direct reuse, and remnant tungsten and tungsten alloys like Hevimet and Densalloy can still be machined into functional devices. They need only be purchased from a reliable industrial recycler. Considering the melting point and the labor needed, it is crucial to justify the expense of tungsten for specific applications.
Industrial Metal Service has provided the San Jose area industry with fair and honest metal recycling services for over two decades. Tungsten and tungsten alloys are just a few of the many exotic metals IMS commonly recycles, and serviceable lengths and volumes of tungsten and tungsten alloys are often available on-site. We also recycle used tungsten carbide cutting tools, solid carbide drills, and inserts, with no minimums on how much can be recycled. Great value can be found when recycling these spent tools.