 Angle
Angle Cast Plate
Cast Plate Diamond Plate
Diamond Plate Flat Bar
Flat Bar Plate
Plate Round Bar
Round Bar Square Bar
Square Bar Square Tubing
Square Tubing Round Tubing
Round Tubing Angle
Angle Channel
Channel Diamond Plate
Diamond Plate I Beam
I Beam Round Bar
Round Bar Sheet
Sheet Square tubing
Square tubing Round Tubing
Round Tubing Rectangular Tubing
Rectangular Tubing Plate
Plate Rectangular Bar
Rectangular Bar Rectangular Tubing
Rectangular Tubing Round Bar
Round Bar Sheet
Sheet Square Bar
Square Bar Square Tubing
Square Tubing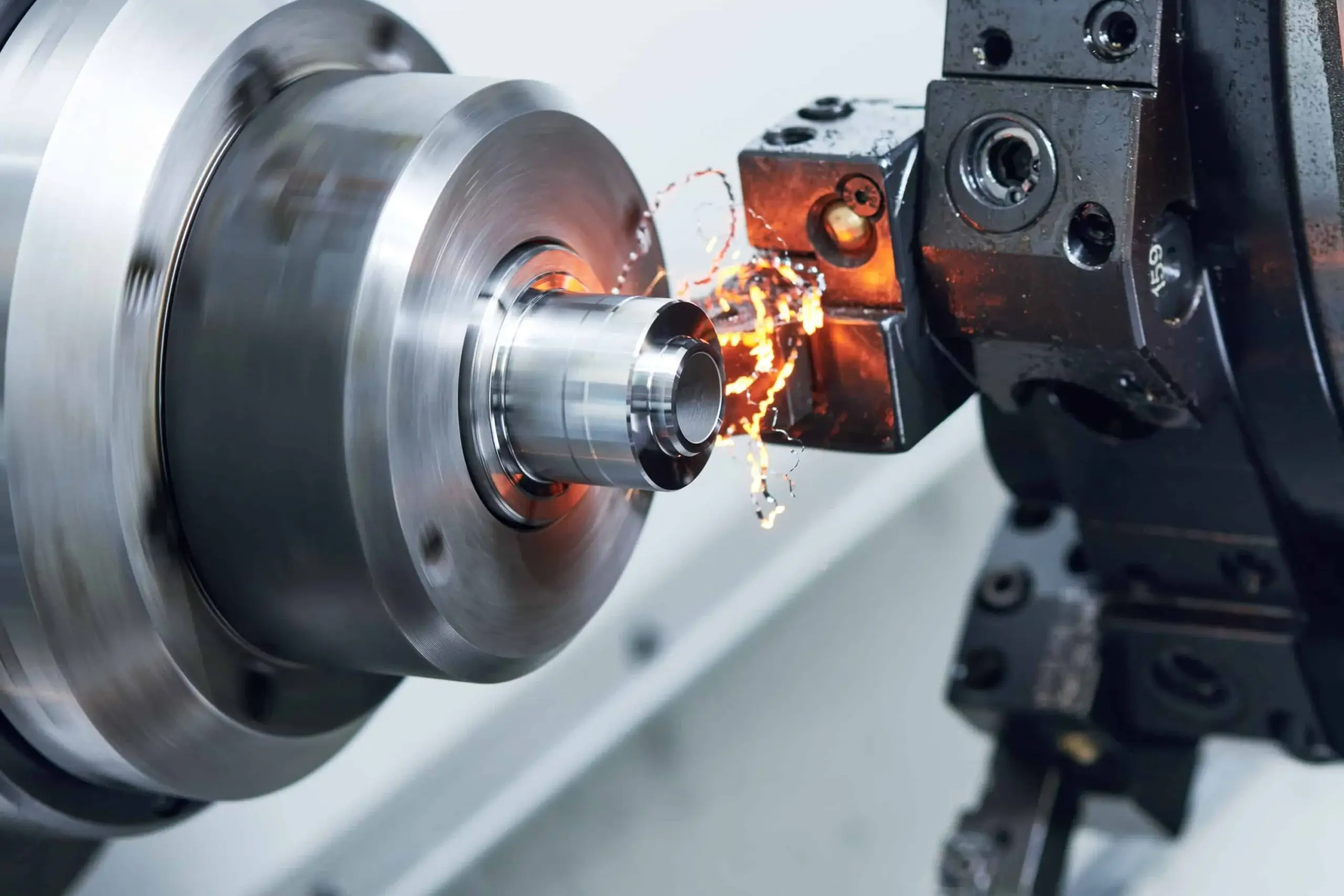
Engineers and product designers prize Invar 36 because of its ability to maintain its size and shape over a wide range of temperatures. This makes it a very useful and common material in various engineered products ranging from watch parts to satellites.
However, Invar is a tricky material to work with. It can be very difficult to machine and requires special considerations to avoid problems. In this article, we’ll discuss Invar 36 machinability challenges and some methods for overcoming them.
What Is Invar 36?
Invar 36 is a nickel-iron alloy containing 64% iron and 36% nickel. This nickel-iron composition is optimized to have an exceptionally low coefficient of thermal expansion—one-tenth that of carbon steel at temperatures up to 400°F. As a low-expansion alloy, Invar 36 doesn’t expand or shrink at extreme temperatures nearly as much as other high-expansion alloys.
Because it has one of the lowest thermal expansion, Invar 36 is commonly used for applications that demand nearly constant dimensions under temperature variation. For example, radio and electronic devices, aircraft controls, optical systems, surveying tape, and clockwork components are resistant to thermal expansion and maintain superior dimensional stability. In these applications, controlling the rate of thermal expansion is crucial for ensuring functionality across normal atmospheric temperatures. This helps to minimize dimensional changes that can affect performance.
Additionally, Invar 36 is often employed in temperature regulators and environments requiring cryogenic temperatures due to its stability.
Invar 36 Machinability Challenges
Although it looks and feels similar to carbon steel, Invar 36 alloy is much more difficult to machine. This nickel-iron alloy is soft and very ductile, especially in the annealed condition. This can make Invar 36 machinability a challenge.
Cutting tools tend to plow into the material instead of cutting it cleanly. Because of this, Invar 36 produces stringy, gummy chips that tend to “bird nest” around the cutting tool, interfering with cutting and coolant flow. Despite these challenges, Invar 36 retains good strength, even at cryogenic temperatures, making it suitable for various demanding applications, including maintaining precision in electronic devices.
Like other nickel-iron alloys, an Invar alloy is susceptible to work hardening. Work hardening occurs when the surface of the metal ahead of the cutting tool plastically deforms, forming a hardened layer that is very difficult to penetrate in subsequent passes or operations. This can lead to poor surface finish, part deformation, and broken tools. Managing the rate of thermal expansion during machining is crucial to avoid these issues.
Nickel-iron alloys like Invar 36 demand specific techniques to handle their unique properties effectively.
|
Buy Certified High-Quality Metals for Industrial Solutions |
||
|
New Aluminum |
New Steel |
New Stainless Steel |
 |
 |
 |
| Reliable supply: Consistent, certified aluminum stock you can trust. High-quality material: Superior-grade aluminum for precision needs. Custom cuts: Accurate cuts down to thousandths of an inch. |
Durability and strength: Reliable for projects needing long-lasting, tough materials. Cost-effective: Quality steel that offers strength without breaking the bank. Custom cutting: Precise cuts tailored to exact needs with top-tier cutting tools. |
Sustainability: Highly eco-friendly as the most recyclable metal on earth. High durability: Resistant to corrosion and wear, ensuring long-lasting performance. Custom precision cuts: Tailored to your specifications with quick, accurate results. |
Tips for Machining Invar 36
Though it’s a challenging material to cut compared to high expansion alloys, there are ways to improve Invar 36 machinability, including the following best practices.
Good results when milling an Invar alloy require a careful balance of tool diameter, number of teeth, cutting speed, feed, and chip space. Machine power, condition, and setup are important to reduce chatter and prevent work hardening.
The gummy chips Invar produces can interfere with the cutting tool if too much accumulates. Use a chip breaker and ensure your tooling is sharp and rigidly supported when machining Invar. High-speed steel and carbide tools both work well on Invar 36, though with carbide tools, it is important to use a powerful machine and a rigid setup to minimize vibration. Helical tools resist chatter and will generally provide the best surface finish. Descaling the surface before machining can make machining significantly easier.
Prevent work hardening by moving the tool, minimizing heat, and controlling temperature variation. Maintain a positive feed rate and avoid dwelling so heat doesn’t build up in one area. Machining Invar 36 requires higher feeds and lower speeds than other metals. Ensure you have adequate lubrication volume and pressure to keep the cutting surface cool.
When turning Invar 36, use the largest tool possible to provide a large heat sink. Using materials like carbon steel for tooling can help manage dimensional changes and maintain precision. Notably, Invar 36 retains good strength at both normal and cryogenic temperatures, further enhancing its machinability.
Finally, machining Invar 36 introduces stresses that can change the rate of thermal expansion behavior of the finished product. It may need to be annealed after machining to relieve these stresses and ensure nearly constant dimensions. The low coefficient of thermal expansion makes it a reliable choice for high-precision applications.
We Supply Invar 36 to Machinists and Fabricators
For over two decades, Industrial Metal Service has been supplying Invar 36 and other specialty metals to manufacturers, machinists, and fabricators in the San Francisco Bay Area and nationwide.
We sell various forms of new and verified remnant metals, including steel, aluminum, titanium, and high-temperature superalloys. Our metal remnants are verified using x-ray fluorescence analyzers to ensure our customers know the quality of the metal they’re receiving.
Additionally, we provide materials like austenitic stainless steels, known for their superior dimensional stability and resistance to dimensional changes across normal atmospheric temperatures.