 Angle
Angle Cast Plate
Cast Plate Diamond Plate
Diamond Plate Flat Bar
Flat Bar Plate
Plate Round Bar
Round Bar Square Bar
Square Bar Square Tubing
Square Tubing Round Tubing
Round Tubing Angle
Angle Channel
Channel Diamond Plate
Diamond Plate I Beam
I Beam Round Bar
Round Bar Sheet
Sheet Square tubing
Square tubing Round Tubing
Round Tubing Rectangular Tubing
Rectangular Tubing Plate
Plate Rectangular Bar
Rectangular Bar Rectangular Tubing
Rectangular Tubing Round Bar
Round Bar Sheet
Sheet Square Bar
Square Bar Square Tubing
Square Tubing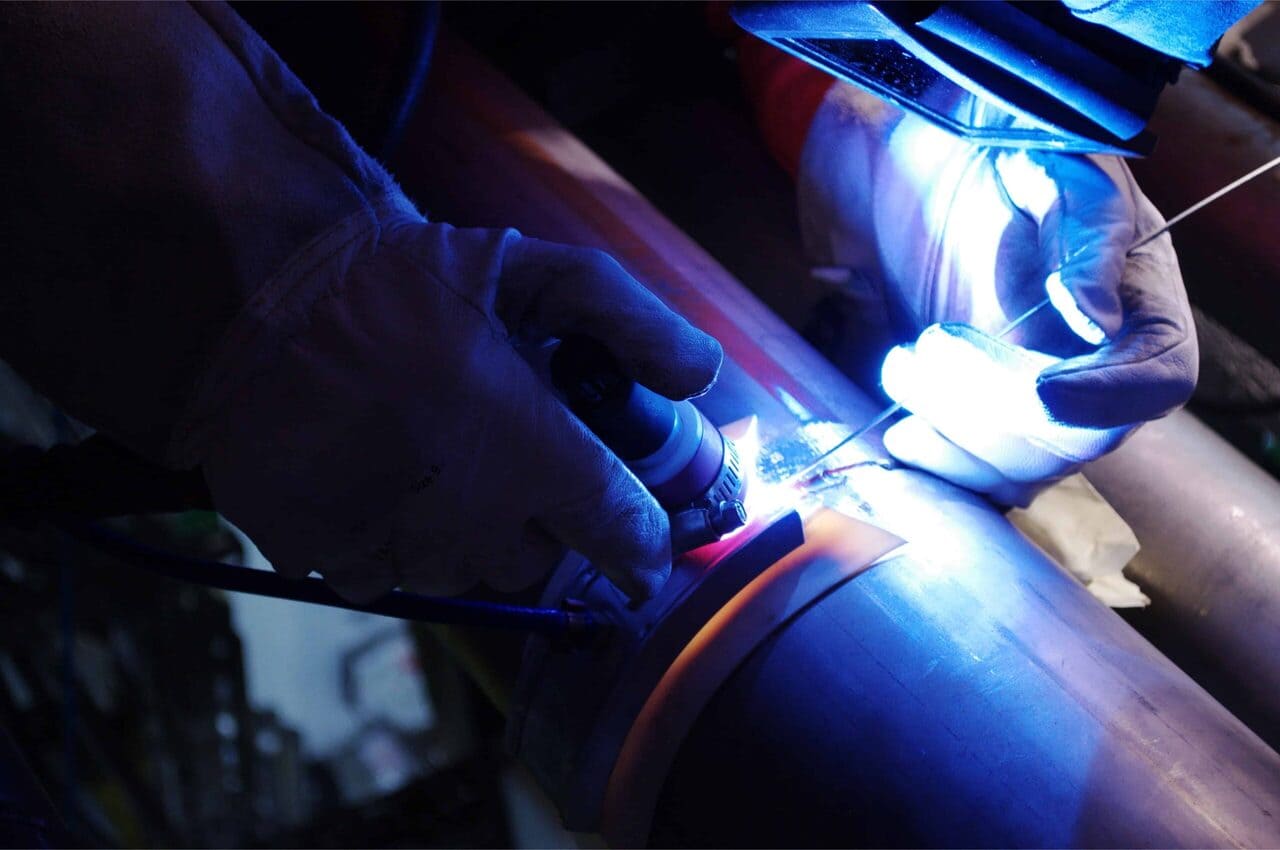
Welding titanium can be highly challenging for even the most skilled and experienced welders, as titanium is highly reactive with oxygen. The free oxygen that exists in ambient air can infiltrate the weld and make it prone to premature cracks. Thus, it is imperative to perform the entire welding process inside a chamber full of inert gas, preferably argon or helium.
The welding process can be extra challenging when welders try to shield the entire workpiece and not just the welding area itself to block the oxygen supply. This requires careful inert gas management as well as specialized welding equipment, such as trailing shields and purge dams. It also requires the simultaneous use of hands and eyes to restrict any movement that can infiltrate ambient oxygen or disturb the shielding gas. However, there are methods you can implement to overcome some of these challenges.
In this article, we detail some ways to avoid shield failures while welding titanium, why titanium quality is important, and how you can ensure you’re receiving quality metal when purchasing from a local metal supplier.
Methods for Avoiding Shield Failures When Welding Titanium
Although welding titanium can be somewhat tricky, the following methods can be implemented to try to avoid some of the most common causes of shield failures.
Primary and Secondary Shieldings
It’s important to evaluate the effectiveness of primary shielding to achieve bright, shiny welds. Adequate shielding for the weld puddle can be attained by using a welding torch with a large gas lens and ceramic cup size (3/4″ or 1”). While striking the arc, keep the gas flow rate close to 20 cfh to avoid turbulence, and maintain the shielding until the weld cools to emit a bright and silvery appearance.
In this regard, trailing shields can achieve faster welding and ensure high-quality gas coverage. Advanced trailing shields allow welders to easily interchange different shield sizes without changing the welding torch. As a result, welders can prevent re-work and weld defects and reduce gas consumption.
Backup Shielding
To fully protect the fusion area from ambient oxygen, makeshift shielding devices can be employed. The procedure involves entirely covering the workpiece with foil (aluminum, steel, or plastic) and filling up the space inside with inert gas. In this regard, argon is a more dense and cost-effective inert gas than helium, unless the weld is above the shielding device.
Uniform Weld Joint Designs
A good weld fit-up helps you avoid burn-through and minimizes any risk of contamination by air trapped inside loose ends. This can be ensured by using clamps to hold the joint still while welding titanium tubes and pipes. Also, the joint surface must be kept smooth, clean, and free of any impurities. Removing any sharp edges with sharp files can help maintain the surface.
Flexible Welding Enclosures
As titanium is highly reactive to free oxygen, the ideal approach is to enclose the workpiece inside a permanent metal enclosure. However, operational costs can increase when trying to achieve a conducive environment by either using vacuum pumps or purging the space with inert gas, which is unsuitable for routine applications.
On the other hand, the application of flexible enclosures can reduce operational costs and will offer ease of use. These enclosures are ideal for low production quantities of titanium requiring total gas coverage that would have been financially impractical with a metal glove box or vacuum system. You will get a very fast purging time down to a few PPM of oxygen.
Also, while welding titanium, make sure to supply enough inert gas into the chamber to ensure that weld puddles appear uniform without any surrounding heat signature. Otherwise, you will get non-uniform weld puddles with cloudy, rainbow-colored patches.
|
Buy Certified High-Quality Metals for Industrial Solutions |
||
|
New Aluminum |
New Steel |
New Stainless Steel |
 |
 |
 |
| Reliable supply: Consistent, certified aluminum stock you can trust. High-quality material: Superior-grade aluminum for precision needs. Custom cuts: Accurate cuts down to thousandths of an inch. |
Durability and strength: Reliable for projects needing long-lasting, tough materials. Cost-effective: Quality steel that offers strength without breaking the bank. Custom cutting: Precise cuts tailored to exact needs with top-tier cutting tools. |
Sustainability: Highly eco-friendly as the most recyclable metal on earth. High durability: Resistant to corrosion and wear, ensuring long-lasting performance. Custom precision cuts: Tailored to your specifications with quick, accurate results. |
Above All, Metal Purity Matters
Unfortunately, even with careful management, welding failures can inevitably occur with titanium of questionable quality. Poor quality titanium can melt at much lower temperatures than high-quality titanium, which has a standard melting point of more than 1650˚C. As a result, the heat-affected zone may develop premature cracks and may be subjected to embrittlement when stressed. This may instantly turn an assembly of titanium into scraps.
Using certified high-quality titanium and titanium alloys purchased from a reputable mill or metal supplier can successfully help you avoid common welding problems and shield failures.
Purchase Verified Metals from a Reliable Metal Supplier
Industrial Metal Service has been supplying verified titanium for more than two decades to customers in the San Francisco Bay Area and beyond. Our inventory can meet your custom demands for different varieties of titanium, such as commercially pure titanium and titanium alloys. All of the new metals we sell come with mill test reports (MTR) to ensure their composition meets international standards, while our recycled metal remnants are verified using Thermo-Fisher XRF analyzers.
Contact Us