 Angle
Angle Cast Plate
Cast Plate Diamond Plate
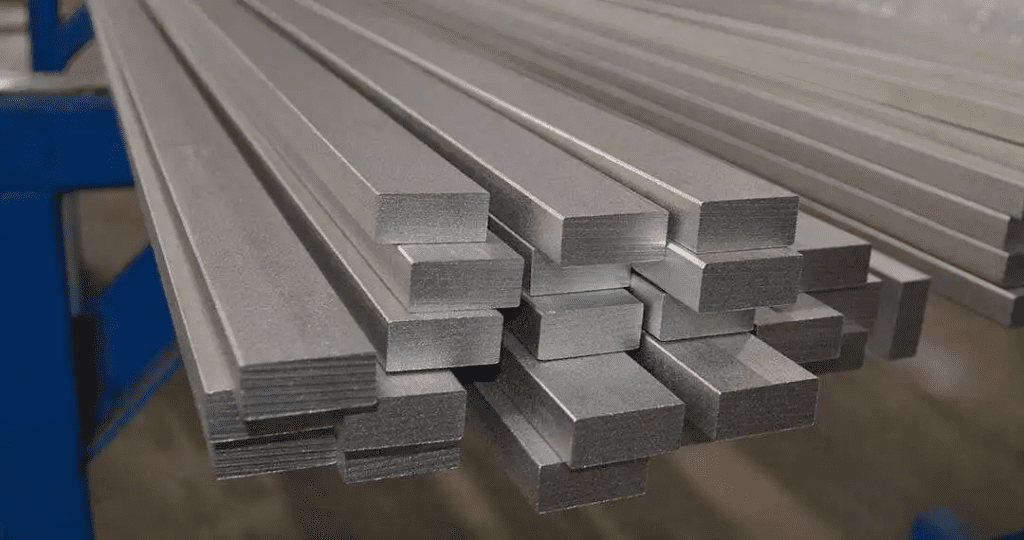
Diamond Plate Flat Bar
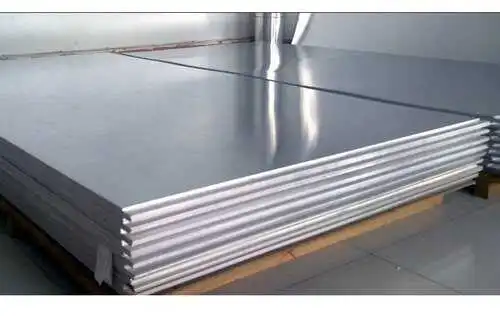
Flat Bar Plate
Plate Round Bar
Round Bar Square Bar
Square Bar Square Tubing
Square Tubing Round Tubing
Round Tubing Angle
Angle Channel
Channel Diamond Plate
Diamond Plate I Beam
I Beam Round Bar
Round Bar Sheet
Sheet Square tubing
Square tubing Round Tubing
Round Tubing Rectangular Tubing
Rectangular Tubing Plate
Plate Rectangular Bar
Rectangular Bar Rectangular Tubing
Rectangular Tubing Round Bar
Round Bar Sheet
Sheet Square Bar
Square Bar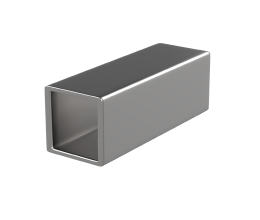 Square Tubing
Square Tubing
Unlike drill bits that only move in the axial direction, end mills are designed to produce lateral cuts as well, making them versatile for various milling operations. The different types of end mills can be used to create slots, plunge cutting, drill, trace, and ream in all directions during the machining process.
When selecting end mill types for your CNC application, at least three factors will influence your decision: the desired shape, workpiece material, and surface finish. However, there are more variables in play, such as the number of flutes, cutting tool material, and specific milling operations required.
Below, we detail the different types of end mills and what to consider when choosing which type is best for your machining requirements.
How to Choose an End Mill
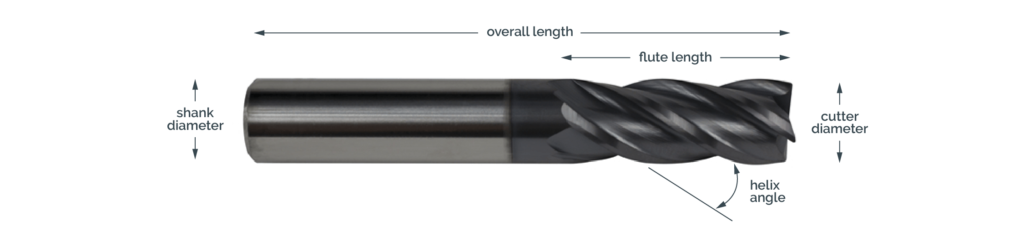
Here is the basic geometry of an end mill and the names of its different sections that we are going to use more often in this discussion:
 Often, you’ll be asked to choose end mills based on their type, number of flutes, and coating. These options play an important role in the success of machining operations.
Often, you’ll be asked to choose end mills based on their type, number of flutes, and coating. These options play an important role in the success of machining operations.
Understand the Different End Mill Types and Their Applications
| Types | Identification | Applications |
| Square end mills | Also known as flat end mills; have sharp edges at corners and generate a 90° angle to produce a flat-bottomed groove | A versatile tool for general milling applications, including profiling, slotting, side and face milling, and plunging |
| Weldon end mills | Come with a flat section on the shank to avoid slippage during machining operation | For easy pull out during machining harder materials like titanium |
| Ball end mills | Produce radius equal to half of the tool diameter | Used for multi-dimensional contours in molds or dies. |
| Radius end mills | Also known as bullnose end mills; have a square nose with slightly rounded corners for even distribution of cutting forces | For cutting a specified radius, such as in mold milling operations |
| Finisher end mills | One square end coupled with high flute counts for creating a smooth surface finish | Side milling operations where both high chip removal and smooth finishing are required |
| Drill end mills | A 60- or 90-degree point on the end of the tool with two or four cutting edges | Spotting, drilling, milling, and countersinking |
| Roughing end mills | Numerous teeth in the flutes to remove large surface area at once | To remove large areas of material in one pass at the sacrifice of surface finish |
| Rounding end mills | A 90° profile coupled with rounded corners to remove sharp edges without breakage | For rounding off sharp external edges of a workpiece |
| Undercutting end mills | A ball end mill with curvy edges over a long shank, appearing as a lollipop | To create undercuts during multi-axis machining applications |
Measure the Stickout
The term “stickout” represents the overall length of an end mill. A particular type of end mill can be available in different lengths. The depth of cut required determines the ideal stickout. A stickout that’s too short may lead to the collision of the spindle mandrel with the workpiece during operation, while more stickout may cause the shank to move in the opposite direction of cutting force, leading to cutting tool deflection. Ideally, the depth for cutting tools should always be less than the flute length, and this should be used as a metric while choosing your end mills.
Choose the Ideal Number of Flutes
Flutes are the deep spiral cutting edges below the shank that are used for chip removal in end mills. The number of flutes on the end mill impacts the chip removal rate, the surface finish of the workpiece, and the feed rate required during the machining. If retaining high chip removal is primary in end mills, or if you are trimming soft metals like aluminum, choosing a lower number of flutes (two or three) yields the best results. On the other hand, more flutes ensure a high-quality surface finish at the cost of a high feed rate throughout the procedure.
Select the Material
Usually, the cutting material must be harder than the workpiece material to be able to handle excess heat generated during the cutting operation. In this regard, end mills come in two different materials: high-speed carbon steel (HSS) and tungsten carbide. Here is a quick comparison between the two materials:
| HSS | Tungsten Carbide | |
| Price | Cheap | Costly |
| Recommended for | Intermittent cutting application | Continuous cutting application |
| Cutting speed | Low | High |
| Composition | Steel (metal) | Tungsten, carbon, and cobalt (ceramic metal) |
| Wear resistance at high temperatures | Low | High |
| Finishing | Poor finishing | High-quality finishing |
Because of their wear resistance, high-speed steel cutting, and high-quality surface finish capabilities, solid carbide end mills are highly sought-after over HSS cutting tools.
Your end mills can be further coated with TiAlN (aluminum titanium nitride) to increase high-speed steel cutting by up to 25%.
Choose the Right Helical Direction
There are two end mill types depending upon the helical direction; upcut and downcut. Upcut end mills push up the chips but fray the top edge. In the case of downcut end mills, the opposite happens. So, if you want a smooth finish both at the top and bottom, choose a compression cutter, as it is designed to offer a clean cutting edge on both ends for cutting plywood, composites, or laminates.
|
Buy Certified High-Quality Metals for Industrial Solutions |
||
|
New Aluminum |
New Steel |
New Stainless Steel |
 |
 |
 |
| Reliable supply: Consistent, certified aluminum stock you can trust. High-quality material: Superior-grade aluminum for precision needs. Custom cuts: Accurate cuts down to thousandths of an inch. |
Durability and strength: Reliable for projects needing long-lasting, tough materials. Cost-effective: Quality steel that offers strength without breaking the bank. Custom cutting: Precise cuts tailored to exact needs with top-tier cutting tools. |
Sustainability: Highly eco-friendly as the most recyclable metal on earth. High durability: Resistant to corrosion and wear, ensuring long-lasting performance. Custom precision cuts: Tailored to your specifications with quick, accurate results. |
Maximizing Tool Life and Performance in Milling Operations
Selecting the right type of end mills is crucial to extending tool life and ensuring efficient material removal during your milling operations. For instance, using corner radius end mills can reduce cutting forces on sharp edges, leading to less wear and tear on the cutting tool. This is particularly important in profile milling and milling contoured surfaces, where a round cutting edge can prevent premature tool failure.
High speed steel (HSS) and vanadium high speed steel end mills are popular in machine shops for their balance of cost-effectiveness and durability. However, for high speed machining in tougher materials like cast iron, solid carbide end mills offer superior wear resistance and can handle extremely heat resistant conditions, making them ideal for more demanding applications.
Ball-nose or flat end mills are often preferred when working with softer materials or achieving a high-quality surface finish. These specialized tools, along with tapered and chamfer end mills, are indispensable in milling applications that require precision and consistency.
In end milling operations, the helix angle of the tool plays a significant role in determining the cutting speed and overall performance. Choosing the right angle, along with the appropriate number of flutes, ensures that chip removal is optimized, thereby extending the tool life and maintaining the desired surface finish throughout the end milling process.
Your Local Partner for Meeting Tough CNC Requirements With Ease
Industrial Metal Service has been providing metal services to the San Francisco Bay Area and beyond for more than two decades. We supply new and remnant metals, such as titanium, copper, and steel, and recycle usable scrap left over from manufacturing processes, verifying their quality and composition using x-ray fluorescence technology. Moreover, we are happy to recycle your broken or worn CNC machining tools and provide you with a fair market value for them.
We also specialize in precision cutting your metals to the machining dimensions you require with our state-of-the-art metal sawing equipment. Our MetlSaw NF12-T12 is capable of cutting 12-inch-thick aluminum plates up to 12 feet long and 12 feet wide, while our Amada PCSAW 530 X band saw with pulse cutting technology can quickly and precisely cut tough titanium alloys.